Modern industrial floors aren’t restricted to that cold, “institutional look” anymore. Whether a cement-based or epoxy-resin flooring solution is needed, the design possibilities have exploded in recent years, and architects are taking notice.
Industrial floor systems are sought because they are durable, functional and quick to install. Developed with the latest technology, our commercial industrial flooring systems meet the high-performance requirements of such sites as manufacturing facilities for food and pharmaceuticals, laboratories, storage facilities and distribution centers, aircraft hangars and anywhere they are desired. Hence, the primary reason for choosing this type of flooring is still the physical properties it offers, such as resistance to abrasion, impact loads, cracking and aggressive chemical agents.
Any color imaginable
There is no longer any aesthetic compromise. In fact, the seamless end-to-end look can make for an attractive finish that other flooring types just cannot match. Furthermore, recent advances in colorization technology mean that industrial flooring can be both rugged
and highly attractive, eliminating grout lines of tile and stone for a seamless finish in any color imaginable, while still meeting the strictest needs of any industrial flooring spec out there.
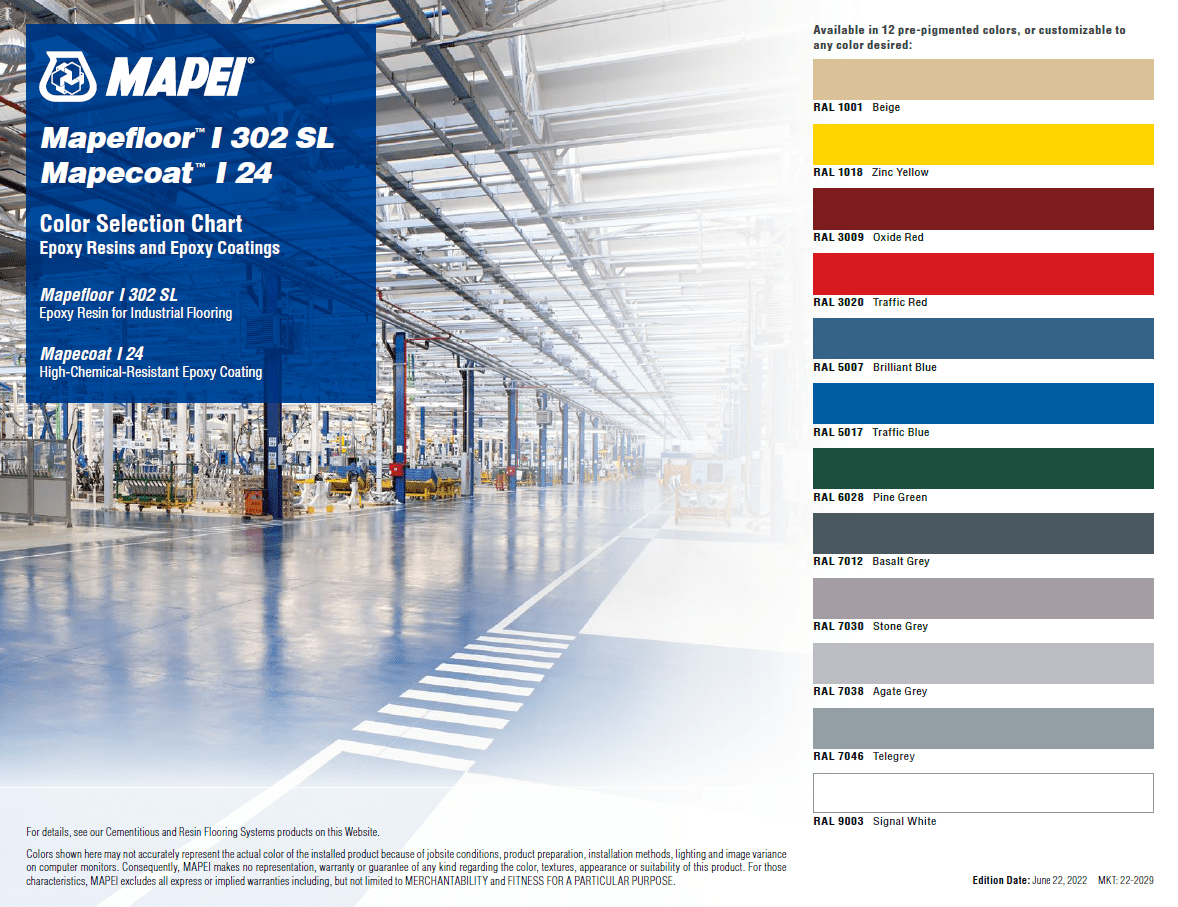
Mapefloor I 302 SL
This popular and flexible epoxy resin is available in a dozen standard colors; also, it can be custom-tinted to any color desired. As a roller- or spray-applied solution, it can be used to cover very large spaces in remarkably short order, especially compared with tile or stone. Recently, the Pierre-Janet Hospital Centre in Gatineau, Quebec chose bright blue and yellow for their commercial kitchen flooring renovation, with very pleasing results. The Last Spike Brewery in Calgary, Alberta, chose a more traditional color on the gray scale for their purposes.
While Mapefloor I 302 SL is high-viscosity, it can still be easily spray-applied with no concern about clogging up equipment – a quality that is crucial to retaining the resiliency and color quality of the finished product, since it negates the need for dilution for fast-track application.

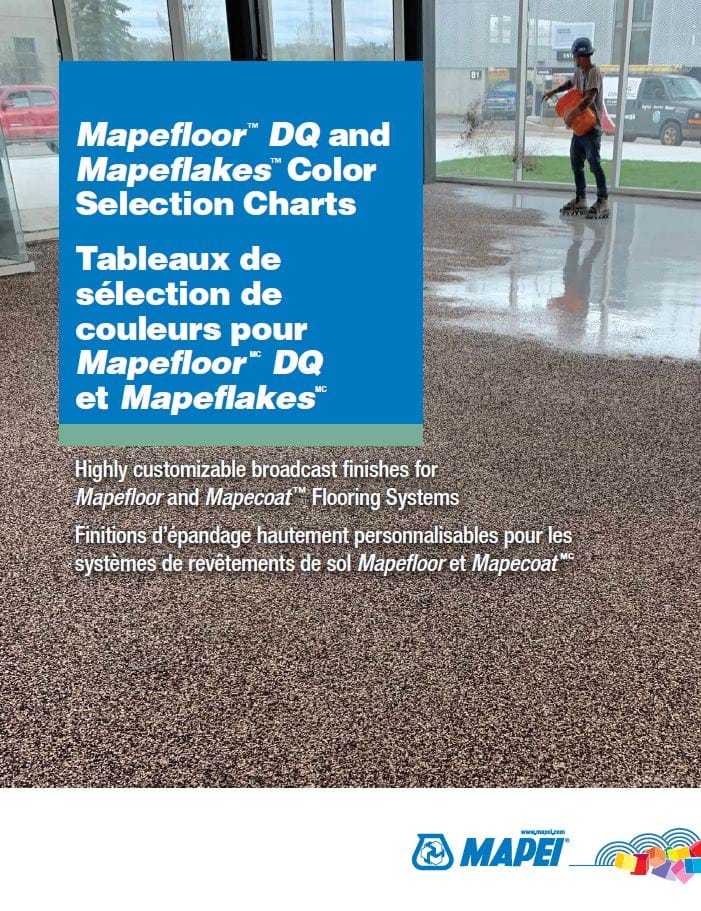
Mapeflakes and Mapefloor DQ
These two decorative products are broadcast material to enhance the beauty of resinous industrial floor systems.
Mapeflakes are vinyl flakes, while
Mapefloor DQ is a quartz aggregate. They are chemically compatible with several resin formulations, and available in a variety of solid colors and unique color blends. They are used with
Mapefloor I 302 SL and/or
Mapecoat Universal, both formulated to allow your high-end look to hold up well against the wear and tear of high-traffic areas. For an upscale application, these LEED-friendly flooring products are as durable as it gets. Using these products, you can achieve a flooring system that meets your aesthetic, cost and performance goals. The recently completed Slush Puppie Centre in Gatineau, Quebec, made impressive use of both of these attractive finishes.

Mapefloor I 320 SL Concept
Devised to meet the needs of commercial industrial flooring systems,
Mapefloor I 320 SL Concept offers an attractive finish with good chemical resistance and with higher mechanical resistance to abrasion than traditional self-leveling industrial floor systems. This epoxy coating is particularly suitable for high-traffic public spaces such as exhibition areas, restaurants, bars, hotel lobbies, classrooms, offices, patient rooms and commercial spaces.

Ultratop
Resurfacing interior concrete often brings specific challenges, including the need for durable products with fast-track applications and curing times. MAPEI helps to answer those challenges with
Ultratop systems.
Ultratop provides the ideal surface for creating beautiful, residential finished toppings in natural gray or white. It is also suitable for diamond polishing for industrial use in malls, shops, hotels and museums, like the Canada Science and Technology Museum in Ottawa

SCS Global Services Indoor Advantage Gold for VOC Emissions
Nearly all these MAPEI resinous and cementitious flooring products are certified compliant for Volatile Organic Compounds (VOC) emissions by SCS Global Services, an independent body. SCS Indoor Advantage Gold certifies compliance with the most rigorous
indoor air quality emissions standards in North America – the CDPH/EHLB Method (CA 01350) v1.2-2017. To be certified, products must be independently tested following specific protocols for measuring VOC emissions. Indoor Advantage Gold ensures full compliance with the California Department of Public Health’s (CDPH) “Standard Method for the Testing and Evaluation of Volatile Organic Chemical Emissions from Indoor Sources.” Certification qualifies products to contribute to points under LEED v4, the Canada Green Building Council, the WELL Building Standard, Living Building Challenge and more. This certification can also qualify products under the Collaborative for High Performance Schools (CHPS) and the Green Guide for Health Care for the low-emitting materials credits.
Technical Guidance
A successful installation requires proper surface preparation and project planning. Installers should carefully read all Technical Data Sheet (TDS) requirements. They should also consult the “
Mapefloor Resinous Flooring Systems Installation Manual” and the reference guide “
Mapefloor resin flooring: installation instructions,” both found within the Related Documents section of the
Cementitious and Resin Flooring Systems page on MAPEI’s Website.
And if there are any questions at any point, know that the MAPEI Technical Services team is always at the ready at 1-800-361-9309 to help guide installers through the process every step of the way.
































![Mapefloor I 302 SL [NA]](https://cdnmedia.mapei.com/images/librariesprovider65/products-images/4_mapefloor-i-302-sl_6fc8ca2eebe34a30a32a9e925967e56c.png?sfvrsn=9bb21417_0)
![Mapefloor DQ [NA]](https://cdnmedia.mapei.com/images/librariesprovider65/products-images/4_mapefloor-dq_eda20f891a5342618dad5697450a22ed.jpg?sfvrsn=78b5fcc9_0)
![Mapeflakes [NA]](https://cdnmedia.mapei.com/images/librariesprovider65/products-images/4_mapeflakes_99e1344cf2db4459b2b76bb710c22a67.png?sfvrsn=f281764b_0)
![Ultratop [NA]](https://cdnmedia.mapei.com/images/librariesprovider65/products-images/4_3000517-ultratop-50lbs_a8603ec8aa2e42acae0ccbabfad4032b.png?sfvrsn=4e71149e_0)
![Mapecoat Universal [NA]](https://cdnmedia.mapei.com/images/librariesprovider65/products-images/4_mapecoat_universal_parta_2-38gal_-5gal-_628fed45d1234db4bed69cb967acd369.png?sfvrsn=733f0614_0)


Comments
Load more comments